




1. Rollforming'e Giriş
1.1 Rollform (Roll Forming) Nedir?
Rollform (roll forming) ile şekillendirme, tek tip profiller için diğer sac şekillendirme işlemlerine kıyasla uygun maliyetli bir üretim şeklidir. Son on yılda süreç, farklı kesitlere sahip profiller oluşturmaya doğru gelişti ve bu nedenle üretim daha esnek hale geldi. Roll form kalıplarının (toplarının) hareketi birçok eksene göre kontrol edilebilir olduğu için de esnek şekillendirme teknolojisi ortaya çıktı. Böylelikle, karmaşık geometrili nihai ürünler için rekabetçi bir üretim avantajı sağlandı. Ayrıca, Roll Form ile şekillendirme işlemi yüksek mukavemetli malzemeler için de geleneksel biçimlendirmeye kıyasla avantajlara sahiptir. Bu sürecin tasarımını destekleyen bilgisayar araçları da son on yılda geliştirilmiştir. Karmaşık profillerin şekillendirilmesi tasarlanırken bu oldukça önemlidir.
2. İstasyon Tiplerine Göre Roll Form Çeşitleri
2.1 Genel
Roll Form hattının kalbi istasyonlardır. İstasyon, sac şekillendirme için mekanik bileşenlere güç ve destek sağlar. Roll Form kalıplarının (toplarının) takıldığı miller bu istasyonlara bağlanır. İstasyon tasarım varyasyonları sınırsızdır, ancak istasyonlar genel olarak dirsekli, duplex, şaft boyunca çift gövdeli, standart (geleneksel) veya kasetli olarak sınıflandırılabilir. Bu kategorilerden hiçbirine uymayanlar "özel istasyonlar" olarak kabul edilebilir.
2.2 İstasyon Tipleri
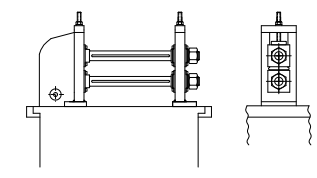
2.2.1 Dirsekli İstasyonlar
Dirsekli istasyonların milleri yalnızca bir uçtan desteklenir; bu nedenle bazen "sarkan" veya saplama tipi değirmenler olarak adlandırılırlar. Levha kenarlarında kilit formları üreten konsollu istasyonlar, uzun süredir sac metal sektörü çalışanları arasında popüler olmuştur. Düşük maliyetli, karmaşık olmayan makinelerdir ve görece olarak hafif bir ayarlama gerektirirler. Dirsekli istasyonlar basit ve dar kesitli ürünlerin şekillendirilmesi için kullanılırlar.
2.2.2 Duplex İstasyonlar
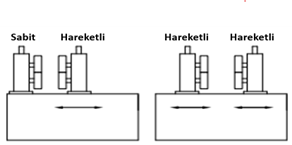
Birbirine bakan gövdeli istasyonlar, dubleks istasyon ya da kontrol sistemine göre (manuel/ otomatik) NC istasyon olarak adlandırılır. Dubleks istasyonların ortak bir şasisi ve sürücüsü vardır. Dar veya geniş ürünlerin, arzu edilen ölçüye göre her iki kenarını oluşturabilirler. Minimum şerit genişlikleri, karşıt merdanelerin birbirine ne kadar yakın itilebileceğine bağlıdır ve maksimum genişlikler genellikle iki değirmenin birbirinden ne kadar uzağa hareket ettirilebileceğine bağlıdır. Oluşturulan ürünlerin genişliği dubleks değirmenin bir veya iki tarafı içeri veya dışarı ayarlanarak hızlı bir şekilde değiştirilebilir.
2.2.3 Çift Gövdeli İstasyonlar
Duplex ve geleneksel (standart) istasyon tipinin bir kombinasyonudur.
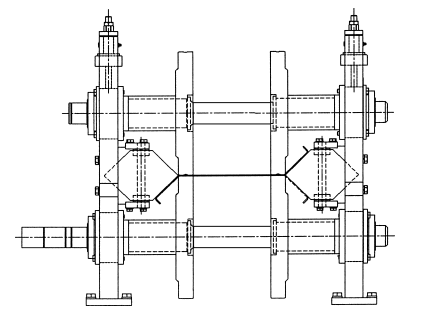
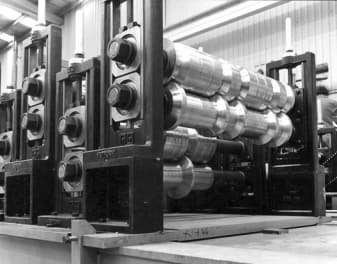
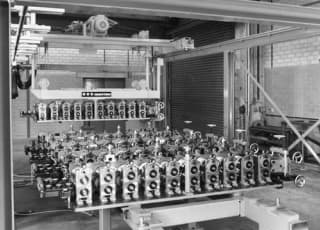
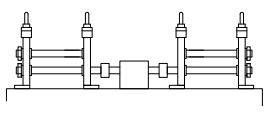
2.2.4 Standart (Geleneksel) İstasyonlar
Standart (geleneksel) istasyonların milleri her iki uçta desteklenir. Bu tasarım, her genişlik ve kalınlıktaki malzemeler için istasyon tasarımına ve kullanımına olanak sağlar. Bu nedenle, standart istasyonlar, sac şekillendirmek için kullanılan en popüler makinelerdir. Çoğu durumda, miller tahrikli gövde tarafına sabitlenir. Operatör tarafındaki istasyonlar ise milleri destekler.
2.2.5 Çift Profilli İstasyon
Sınırlı bir üretim alanında, iki ayrı profilin aynı anda şekillendirme ihtiyacını mümkün kılmak için "çift profilli" istasyonlar geliştirilmiştir. Çift profilli istasyonlar, değişgen kısa ve uzun gövdelere sahiptir. Bir profil için toplar (kalıplar) kısa gövedelere takılır, diğer üretilecek profil içinse toplar uzun gövdelere takılı. Böylelikle setup ve ayar süresi sıfıra indirilmiş olur. Hatlarda bir rulo açıcı ve bir kesme presi vardır.
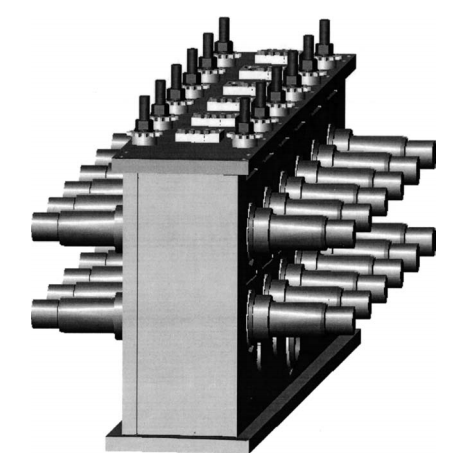
2.2.6 Kasetli İstasyon
Kasetli istasyonların geliştirilmesi, aynı şasi üzerinde şekillendirilecek farklı profiller için setup süresini maksimum düzeyde düşürmüştür. Şöyle ki, ortalama bir profil için top (kalıp) değişim süresi, ayarına bağlı olarak minimum 8 saat ve daha fazla sürmektedir. Daha küçük bir profil için ise minimum 4 saat gerekmektedir (minyattür roll formlar hariç). Kasetli tip roll formda ise setup süresi sadece dakikalar ile ölçülebilir ve ayar gerektirmez. Bu tip istasyonlarda, belirli sayıdaki istasyon gruplanarak bir plakaya monte edilir. Gruplanan bu kasetler de makine şasisi üstüne monte edilir ve tahrik elemanına bağlanır. Kasetlerin ağırlığı, tesisteki vinçin ya da forkliftin kaldırma kapasitesi ile sınırlanabilir.
2.2.7 Yan Yana İstasyonlar
Tek tahrik grubuyla, iki ayrı profil hattını çalıştıran istasyon tipleridir. Setup süresi olmaksızın iki çeşit ürün elde edilebilir.
2.2.8 Mobil ve Taşınabilir İstasyon Sistemler

İnşaatlarda kullanılan bazı profilerin, şantiye sahasında üretilmesi daha verimli ve ekonomiktir. Her defasında lojistik için katlılanılan maliyeti neredeyse sıfıra indirir. Bu yüzden, taşınabilir, mobil, bazen de kamyon ya da kamyonet gibi araçlara monte edilmiş bu sistemler kullanılır.
2.3 İstasyon Bileşenleri
2.3.1 Yataklar
Mil bağlantı yataklarıdır. Aktarma organları, miller ve toplar (kalıplar) bu yataklarda çalışır. Verimli bir yatakta olması gereken özellikler şunlardır:
- Rijitlik
- Pürüzsüz, düzleştirilmiş, şekil toleranslarına uygun işleme
- Yağlama ve gerekiyorsa soğutucu sıvıları için drenaj
2.3.2 İstasyon Gövdeleri
Çoğu durumda tahrikli taraftaki gövdeler önemli kuvvetlere ve bükülme momentlerine maruz kalır. Operatör tarafındaki (dıştan takmalı) gövdeler ise daha az kuvvetlere maruz kalır. Gövdeler çalışan miller rulmanlar ile desteklenir. Sonuç olarak, milin eksenel yönünde gövdeye hiçbir kuvvet etki etmez.
2.3.3 Miller
Tek taraftan yataklı miller ve iki ucu yataklı millerin operatör yönü aynıdır. Bununla birlikte, yerden tasarruf etmek için, tek taraftan yataklı miller üzerindeki toplar (kalıplar) genellikle millerin alnına vidalanmış havşa başlı vidalarla bağlanır.
2.3.4 Güç Aktarma Sistemi
Roll Form hatları genellikle elektrik motorları tarafından çalıştırılır. Çok az durumda, istasyonlar hidrolik motorlarla çalıştırılır. Elektrikli motorlarla çalıştırılan hidrolik pompalar çoğu hidrolik motoru çalıştırır. Mobil (taşınabilir) hatlar uzaktaki şantiyelerde çalıştığı için, hidrolik pompalar bazen dizel motorla çalıştırılır.
2.3.5 Zincirli Tahrikler
Her bir üst ve alt mili sürekli bir zincirle tahrik etmek genellikle çok az ayar imkanı sağlar. Ayrıca hızın sınırlanmasına neden olur.
2.3.6 Dişli Tahrikler
Bir diğer seçenek de sistemi dişliler ile tahrik etmektir. Bu sistemde de ayar imkanı çok kısıtlıdır.
2.3.7 Yan Top (Kalıp) Grupları
Yan top (kalıp) grupları, roll form sisteminin ayrılmaz bir parçasıdır. Miller, ana geçişlerde olduğu gibi sadece yatay olmak yerine herhangi bir açıda yönlendirilebilir. Bu esneklik, yan topların (kalıpların) optimum açılarda yerleştirilmesine izin verir.
2.3.8 Yağlama Sistemi
Şekillendirilecek malzeme ürün kesitine göre çeşitli amaçlarla yağlama veya soğutma tertibatı kurulabilir.
